![[IMAGE]](logos/notes.gif) |
"From the
Footplate"
- SteamRanger's Enthusiast Website
|
|
|
Enthusiast Activities - Loco Maintenance and Restoration |
|
Work on locomotives, carriages, freight wagons,
depots and associated infrastructure is carried out by the one
team of three paid employees and dozens of volunteers from all
walks of life.
The tasks involved in the routine maintenance, repair and overhaul of
locomotives and rollingstock are many and varied. They can range
from trademens’ work such as boilermaking, welding,
fitting, turning, mechanical, carpentry and carriage building
to general work such as cleaning, painting and chopping wood.
As well there are many different tasks required around the Depots
and associated infrastructure to support the operations of
SteamRanger’s trains
This page consists of two sections; an outline of the role that
volunteers can play followed by an update on the present mechanical status of major items of
rolling stock
|
|
A substantial workshop facility was established at Mt Barker Depot in 1996 following the transfer of our operating base from Dry Creek. Most maintenance,repair and overhaul work
is undertaken "in-house" by staff and volunteers under direction
of appropriately qualified team leaders. Some more complicated
tasks or those requiring special facilities or certification are
outsourced. A smaller running workshop is maintained at Goolwa Depot,
staffed mainly by local volunteers.
A comprehensive records management system has been established to cover work procedures, servicing and maintenance tasks, requirements regarding pressure vessels, worker competency and occupational health a safety. All workshop work is required to be fully documented, carried out in
accordance with agreed rail safety and industrial procedures,and formally inspected. Ongoing quality assurance and audit proceduresare mandatory. Certificates of competency are issued where
appropriate
 Facilities Facilities

The machine shop is equipped with
- four lathes,
- four drill presses,
- two grinding wheel machines,
- two mills,
- a shaper,
- a cylindrical grinder,
- a vertical borer,
- a horizontal borer,
- a 60 tonne press,
- a power hacksaw and many other items of support equipment.
A welding bay includes two oxy LPG sets and five welding machines (including one M1G).
Power tools include five angle grinders, three electric drills, magnetic particle tester and a nibbler supported by too many hand and specialised tools to mention. Pneumatic tools include needle guns, riveting guns, torque wrenches, air motors, air jacks, grease pumps and die grinders. Other items of equipment Include a 10 tonne hydraulic porta-power, chain blocks, hydraulic and screw jacks and a 5 tonne crane.
Facilities have keen set up tor the servicing, testing and adjusting of air brake components and for the calibration of pressure gauges and air safety valves against master gauges.
Wood working facilities include circular bench saws, a radial arm saw, a planer and a rebater, together with a large collection of carpenters' tools.
A number of items and facilities support the depot operations, including a Leyland truck/coal grab/crane; two depot air compressors; inspection pit; truck shed, paint shed, store sheds; oil store; two battery chargers; mobile platforms and scaffolds; steam cleaner; boiler washout pad; marking out table; hydrostatic pump; washing machine; cupboards and racks for tools and parts and large quantities of nuts and bolts.
Personnel
|
|
The Mechanical Services team is headed by the Mechanical Services Manager, Craig Dunstan
Craig assumed the MS Manager role in May 2007 after having been a SteamRanger volunteer
for many years. He comes from a background in the motor vehicle trade where he currently fills a managerial role.
In between his mechanical services supervisory duties, has trained as a fireman and eventually loco engineman, accumulating the long hours of "on the track" experience required.
|
| |
|
|
Day to day operations at Mt Barker are overseen by full time qualified fitter Shaun Cassidy
Shaun is a Queenslander who commenced employment in 1997 with a company contracted to undertake plant maintenance at the BP Refinery on Bulwer Island in Queensland. Most of this work was associated with high pressure steam and turbines. He progressed from an Apprentice - Tradesman Mechanical to a Fitter and Turner, Maintenance Workshop
He was recruited to SHR in 2010 and has set up home with his family in Littlehampton, close to our Mt Barker depot.
|
| |
|
|
The youngest member of our Loco Team is Oliver Lukins (Ollie for short) came to us at Mt Barker depot early in March 2004, initially on a work experience basis. Since starting he has always been very keen to learn as much as possible about how locomotives work and the servicing and maintenance of them - so much so that he took away as many notes and books as he could lay his hands on, plus some loco parts, to study at home.
He attended a Safeworking Course to start his training program well before reaching the minimum permissible age in order to gain a better understanding of train operations. With Shaun Cassidy taking up his role, Ollie became a formal apprentice at Mt Barker, and on completion he became a fully qualified fitter. He is continuing to gain gaining practical on-track experience as an observer / fireman.
|
The depot facilities are also used for rollingstock maintenance. Personnel working in this area are featured on our Rollingstock page.
Our loco and rollingstock employees are complemented by a number of qualified volunteers in the fitting and turning,
carpentry, upholstery, painting and decorating, welding and
electrical trades. Volunteers typically contribute from a half day
to several days of effort each week, at mutually agreed times.
Volunteers not qualified in a trade commence by assisting with tasks
such as cleaning, painting, assisting tradesmen and general housekeeping
and are progressively supervised and trained to undertake more significant
tasks as their level of competence rises.
Workshop activities
Workshop activities fall into two major categories
Running maintenance
All locos and carriages are mechanically inspected prior
to their use on a train service. A schedule of required
routine maintenance tasks must signed off to meet
accreditation requirements.
Running maintenance on steam locomotives can involve tasks such
as greasing, oiling, cleaning smokeboxes, fireboxes and
injectors, coaling, varied mechanical jobs, inspections
and locomotive cleaning and brass polishing. Much less effort
is required on diesel locomotives and carriages
with servicing and cleaning being the main tasks.

Repair and heavy overhaul
Selected locomotives and
carriages are taken completely out of service as necessary
and as part of a forward looking programme to conserve and upgrade
rolling stock.
Specific components are identified for major
maintenance or rebuilding. In extreme cases the vehicle may be
completely stripped down and rebuilt. Locos Rx207 (pictured), F251, Brill railcar 60 and a
number of wooden passenger cars have undergone major rebuilding
in recent years.
Train Crews
Volunteer crews are drawn from the loco maintenance team
to crew all our trains. Volunteers typically start by assisting
with cleaning and lighting up locomotives and progress through
a rigorous training program to qualify them to operate as firemen
and drivers on increasingly more challenging sections of track
and with particular classes of engines.
Training involves gaining of both technical and safeworking
qualifications. Trainees are provided with appropriate documentation
and training opportunities and progress through structured assessments
under the guidance of an assigned facilitator.
Certificates of competency are awarded as milestones are met.
Contributions and Assistance
Ongoing and special project support, supply of services and materials and financial donations to loco maintenance are most appreciated and often enable difficult to fund activities to proceed.
Recent contributions have come from Mike Bruer, David Groves, Brenton Job, Trevor Sachse, Brian Carter and Rod Stone. Many of whom are volunteers who already put in many hours of dedicated effort.
Becoming Involved
For more information on becoming involved in this area,
contact our Mechanical Services Manager, Craig Dunstan
Click the logo below and send him an email.
![[IMAGE]](logos/email.gif)
|
Current and Recent Activities
The following information and most of
the photos have been supplied by our Mechanical Services Manager or members of his team
Work continues five days a week and more progress has
no doubt been achieved out since these reports
so watch this page
for a further update.
It is not intended to include blow by blow accounts of what the MS team have been doing on a daily basis,
but to highlight key or interesting issues that may or have affected availability of locos to operate advertised trains
and to give readers a broad insight into the unique challenges that arise in operating almost century old equipment.
More detailed reports are included from time to time in the ARHS members "Newsletter"
or may be commented on by the MS Manager at ARHS meetings.
Reports for earlier periods have been archived HERE
To ensure you have the most recent
WWW page press your browser RELOAD button NOW!
Main characteristics and photos of our full fleet can be found
here
|
|
Rx207
Steam Loco Rx207
Steam loco Rx207
Restoration of steam loco Rx207 to provide an essential ongoing steam backup to loco 621 is now finally complete and Mechnical Services Manager Craig Dunstan was pleased to report that the loco would re-enter service on December 27th to power summer Cockle Trains at Xmas / New Year.
On Thursday 12th November the loco was successfully operated up and down Mt Barker Depot yard clocking up approximately 3 miles pushing and pulling diesel loco DE350 back and forth as a precursor to main line testing. The loco was issued with a boiler certificate and can now officially enter service on Cockle Train operations.

The loco undertook light loco test runs between Mt Barker and Bugle Ranges on Saturday 14th November, operating successfully with only a few minor items requiring attention, as would be expected with a loco that has been almost completely dismantled. There were three trips between Fiddler Lane and Bugle Ranges station yard undertaken with constant monitoring of axle box temperatures with no detection of excessive heat generation in any of the boxes. The loco clocked up approximately 15 miles during this testing.
And finally after a few final checks the loco was despatched south a few days before Xmas and took up a busy schedule running up to three return Cockle Trains a day alternating with three run by 621 up to New Year and then took up running all the daily services on various days to the end of January. It will now live at Goolwa and has been sharing running days with railcars and diesel locos on many Wednesdays and Sundays, at Easter and during the April school holidays.
And here's a photos of the loco with its fresh paint job pausing on a Cockle Train service at Middleton.
A very pleasing result for all staff and volunteers involved. Well done!
(Photo: Peter Michalak)
First Steam Test - July 2015
Ian Johnston provided a progress report the loco's first steam test on 7th July 15 as follows
 Another of the more significant milestones for Rx 207 was a successful first steam test conducted today. This first test follows on from the hot water hydro test some weeks ago with the main aims being to set the pressures of the all important safety valves and check the operation of basic and new components including both injectors, water gauges, pressure gauge and the new blow down valve.
As is quite usual for a boiler after extensive repair work, including the superheater elements, the main steam pipes in the smokebox were not fitted meaning the elements and header could be given a good steam blow through to remove accumulated rust and stuff.
Another of the more significant milestones for Rx 207 was a successful first steam test conducted today. This first test follows on from the hot water hydro test some weeks ago with the main aims being to set the pressures of the all important safety valves and check the operation of basic and new components including both injectors, water gauges, pressure gauge and the new blow down valve.
As is quite usual for a boiler after extensive repair work, including the superheater elements, the main steam pipes in the smokebox were not fitted meaning the elements and header could be given a good steam blow through to remove accumulated rust and stuff.
The blow down valve is like chalk and cheese when compared to the old SAR plunger type – very easy to operate but most importantly does not spray water and steam all over the outer boiler throatplate. The degradation of this plate was one of the reasons for the recent major repair work. It proved very useful to drape spare rolls of insulation over most of the boiler to combat the distinct coolness found at Mount Barker.
The morning was usual Mount Barker weather, drizzle with rain, which had us thinking we would be setting the safety valves in the wet – has to be done outside because of the noise and volumes of steam. But the task was actually carried out in sunny conditions – a big bonus. Not sure if we are getting used to setting safeties or were just plain lucky but the initial settings we picked for both valves for their lift pressure and subsequent amount of blow down (closing pressure) were spot on meaning there were no requirements for a series of time consuming adjustments. Boiler Inspector, Bernie, was quite happy with the valves and the boiler overall.
A second steam test will be required when more of the loco has been put back together, tests for the air compressor, turbo, blower, sanders, lubricator etc and the next couple of main tasks are to fit the new timber boiler insulation followed by the clothing plus rebuild the smokebox details.
THese recent photos from Andrew Gramp show the loco moving a little further towards completion with volunteer Geoff Brown putting some finishing touches to his paintwork.
April 2015 - Boiler Back onto the Chassis

With axle box work completed the frame was lifted back onto its axles in late 2014.
This photo from Ian Johnston shows the frame "up in the air" as part of the re wheeling process
Then on the 14th April 2015 the boiler was lifted back onto the chassis.
These photos by Ian Johnston show the complicated movements required, all of which went without major incident.
Two "Franna" cranes were positioned longitudinally along Mt Barker Depot's Road4, and the boiler picked up and slowly moved outside with a squeeze under the roller door. Once outside the boiler was placed in the middle of the track and the cranes repositioned themselves to be at right angles to the boiler resulting in a lot more control when lowering the boiler. With the boiler then lifted out of the way, 207’s chassis was shunted underneath and the boiler slowly lowered into position with no hassles at all.
A careful pickup in the shed Just clearing the door Down outside


Cranes relocated and down on its wheels!
Again our thanks to George and his team from Fleurieu Cranes for expertly carrying out both tasks and at a good price.
The Mechanical Services Manager, Craig Dunstan, advised in early September that Rx207 is planned to hopefully be completed for summer Cockle Trains at Xmas / New Year 2014/2015 and that we are working towards Rx224's major overhaul nearing completion in late 2015. Both tasks are dependant on what other unexpected work on operational rolling stock comes up during this time frame that may reduce the labor to commit towards these projects.
Restoration of steam loco Rx207 to provide an essential ongoing steam backup to Pacific 621 is continuing apace with both our paid staff and volunteers concentrating on many aspects of the boiler and firebox
Throughout 2013 and 2014 volunteer Ian Johnston has been regularly briefing interested volunteers via emails with attached images of the work as it progresses.
We are planning to re wheel 207’s main frame onto its wheels with rebuilt axleboxes this Wednesday which may be a bit late for your deadline. After that I will probably send out an info email to SR people covering that and the two topics below. In the meantime just a bit of info that may be of interest.
Attached are a few shots from todays lifting work of 207's frame from its driving wheels (which were rolled into the shed for the driving axlebox bearings to be completely renewed), pony truck off track for storage under a tarp and spare DE500 bogies off track onto a flat waggon. No room in the shed for the frame or pony truck, hence the tarp support framework on the 207's frame.
It was all over fairly quickly with preparation work to ensure the frame lifted cleanly from the wheels, which it did.
Ian's photos show the frame (L) and bogie (R) lifts.
It was noted in a 2010 overhaul that the driver axlebox bearings had suffered a fair amount of wear and tear and the following report was made at that time.
"Based on the removal and inspection of the driver axlebox hearings, in their current condition they have limited life. This is due to the worn bearings having limited contact between the journal and and bearing - it should be almost 100% but in the case of RL it is only approx. 65%.
The effect of this will be to overload, increase the wear rate and probably further damage the smaler contact section of the bearing. The white metal inserts on several bearings have cracked and are now loose. Also the clearance between the lower edges of the bearing and journal should be around 0.004" - RL has 0.025" and LT has a slightly lesser issue. This will cause the bearing to hammer back and forth on the journal, which if done for long enough, will eventually destroy the bearing".
At that time, SteamRanger's resources were not up to renewing all six bearing assemblies which would have included the casting and machining of six new quite large bronze bearing shells followed by lots of casting of bearing white metal.
As of mid August 2014, the newly cast bearing shells are only days away.
A report from Ian Johnston in late 2013
In an email to MS volunteers, Ian recognises it is time for a further update on 207’s boiler work and attaches a collection of his photos.
The first set show the many new sections of steel boiler plate hand crafted by Shaun Cassidy and Ollie Lukins under the guidance of volunteer pressure vessel welder Dave Groves and Boiler Inspector Bernie Dickinson. These are a work of art as each piece has to fit exactly into its new spot with the correct edge preparation (mostly 45 deg bevel) and correct gap to facilitate the initial root run of welding leading to full penetration welding. The bottom right photo is a bit misleading as it looks like a large hole has been drilled through the plate when in fact it is a short section of pipe welded to the plate to make it easier to handle.
Then some showing the sections which were removed from around the boiler foundation ring due to corrosion and wastage, some of it quite extensive. One item of equipment which was crucial to the inspection work was our new ultra sonic thickness tester which produced very reliable and consistent results. Where a reduced thickness was indicated, subsequent removal of that section of plate revealed the reason why. Incidentally this $600 tester was purchased from the kitty of the workers’ lunch club at Mt Barker.
And then a few final shots showing the various new sections temporarily bolted in place ready for final preparation and welding.
A lot of refurbishment work has also been required on the foundation ring. Once the plates have been welded, a significant number of rivets will need to be fitted around the foundation ring using a special gap riveter in a similar way to the work carried out by Pichi Richi on their NM boiler almost in exactly the same spot in the shed. A number of new stays, cups and caps have been manufactured by Dinki Di Engineering and these will then be fitted before hydro testing begins.
The scope of work is much more than originally envisaged but this seems to be the norm when working with relatively old materials and equipment. While some of the sections might not have had to be removed at this point in time, the attitude was to replace anything which would not last another 20 years or so as it is a major task removing boilers from locos. The quality of work is a credit to patience and skills of Shaun, Ollie and Dave and most importantly Bernie, our experienced boiler inspector, is more than happy with the results so far.
Rx207 Boiler Washout
In an email to active volunteers on March 4th 2015 MS volunteer Ian Johnston was able to report in the following terms
Over the past three days 207’s boiler had been given an acid wash to remove accumulated scale and like rubbish. Brian Barber had offered to undertake the specialised task at no cost except for the various chemicals; 400 litres of 35% hydrochloric acid; 200 litres of 46% sodium hydroxide; and a couple of litres each of an inhibitor, anti foam and a standard acid.
Earlier water testing had shown that the extensive repairs to the lower firebox held water (and hence acid) and this is a credit to the work undertaken by David Groves, Shaun Cassidy and Ollie Lukins. On Monday 2/3 the boiler was filled with water to just under normal working level, the circulating pump started and a light fire established to warm the boiler to 45 deg. The 400 litres of acid was then pumped into the boiler and also added was the acid inhibitor which told the acid to react with the scale only and nothing else, like steel or bronze. Some fairly strong acid fumes floated around for a while and it did not pay to have a sniff in the dome! Sometime later a few acid strength tests were undertaken to ensure all was well then the pump turned off overnight. Tuesday morning the pump was restarted, another acid strength test undertaken and it was decreed by Brian that all was well to leave the boiler as was until Wednesday morning with the pump running for 3 hours on, 3 hours off. A further acid strength test Wednesday morning revealed all was going to plan as the acid had stopped working so it was time to neutralise what acid was left with some alkali – all 200 litres of it. Brian had had to relinquish the special pump for acids and alkalis so we had to use our pump normally used for pumping DE loco coolant and this poor little pump was not really up to handling the very dense and heavy alkali liquid. So much so the pump continually overheated and then shut itself down so that at best it would pump for one minute then require a two minute cool down in front of the big fan. Took an hour to pump the alkali.
The boiler then sat for an hour with the circulating pump mixing the cocktail up. The drain valve was opened and initially the cocktail was a white liquid with lots of foam, presumably because the heavier alkali to some extent had found its way to the bottom of the boiler. Shortly after this was followed by the blackest brew we have ever seen, a very good sign as it meant most of the scale and rubbish had been taken up by the acid. The boiler was finally thoroughly washed out – a normal washout might take 30 to 40 minutes – this one was over two hours before all washings came clear.

First Fire for Ages |

Acid Wash Recirculating Pump |

Rinsing away Wash Products |
Hot Water Hydro
And on the 13th March 2015 there was further encouraging advice
Hydro tests were then progressed, firstly with cold water to 100 psi, then hot water to 220 psi (1 1/4 times normal boiler pressure).
After almost four days of chasing minor leaks in and around the extensive repair work on 207’s firebox, including many 100 psi cold water hydros to firstly find the leaks then secondly to ensure the repair work was satisfactory, today the ultimate hot water hydro to 1 1/4 times normal pressure (220 psi) was very successfully undertaken. For this task the boiler is completely filled with water and while still vented, warmed to 60 deg C with a small and quiet fire. Our trusty hydro pump (once the feed water pump for the F class boiler in the SAR Laundry at Adelaide station), slowly increased the pressure.
The success of the hydro with no hic cups whatsoever was due in no small part to the work undertaken by many workers supervised by Depot Mechanical Staff Shaun and Ollie. The critical welding was undertaken by volunteer Dave Groves. A good job by all!

Our bush plumbing and circulating pump |

Boiler Inspector Bernie with a smile! |
Rx207 Boiler Washout
In an email to active volunteers on March 4th MS volunteer Ian Johnston was able to report in the following terms
Over the past three days 207’s boiler had been given an acid wash to remove accumulated scale and like rubbish. Earlier water testing had shown that the extensive repairs to the lower firebox held water (and hence acid) and this is a credit to the work undertaken by David Groves, Shaun Cassidy and Ollie Lukins.
Brian Barber had offered to undertake the specialised task at no cost except for the various chemicals and the boiler was then filled with water to just under normal working level, the circulating pump started and a light fire established to warm the boiler to 45 deg. 400 litres of acid was then pumped into the boiler and also added was the acid inhibitor which told the acid to react with the scale only and nothing else, like steel or bronze.
Sometime later a few acid strength tests were undertaken to ensure all was well. A further acid strength test Wednesday morning revealed all was going to plan as the acid had stopped working so it was time to neutralise what acid was left with some alkali. We subsequently had to use SHR's pump normally used for pumping DE loco coolant and this poor little pump was not really up to handling the very dense and heavy alkali liquid. Took an hour to pump the alkali.
The boiler then sat for an hour with the circulating pump mixing the cocktail up. The drain valve was opened and initially the cocktail was a white liquid with lots of foam. Shortly after this was followed by the blackest brew we have ever seen, a very good sign as it meant most of the scale and rubbish had been taken up by the acid. The boiler was finally thoroughly washed out.
First Fire for Ages |
Acid Wash Recirculating Pump |
Rinsing away Wash Products |
520
Steam Loco 520
MS Manager Craig Dunstan reports the fantastic news that key mechanical work has now commenced on restoring "520" our biggest steam loco to service after many years in the "wilderness". This has come about by a generous donation to get the project underway from stalwart Dean Harvey.
520's tender was routinely drained and inspected in December 1998
after the normal running season. This confirmed previous evidence
of corrosion and wastage of the underframe, where the tender had been extended down to
increase water carrying capacity. Calculations based on the
static and dynamic loads on the underframe indicated that the tender
frame had reached its design life, having been subjected to over 55
years of ongoing corrosion and to rectify this will require substantial
strengthening and long term anti-corrosion coating.
Mechanically, the loco is in good condition, but the boiler and smokebox need
attention. In 1994 the loco was converted back to a coal fired boiler by superficially covering
over the oil burning apertures in the boiler backplate. This approach is not now acceptable to
our boiler inspectors and initial work involving stripping fittings in the cab was commenced
prior to discovering the tender corrosion problems, but has not been further progressed. A
full rebuild is required to address wasting of material in the smokebox. This will require
reproducing a complicated smokebox profile.
 The unfortunate outcome of these inspections is that 520 will require over $200,000 of work
to put it back in reliable condition. As reported elsewhere several generous donations towards this project were received in late 2014 and further fundraising is being actively pursued. The unfortunate outcome of these inspections is that 520 will require over $200,000 of work
to put it back in reliable condition. As reported elsewhere several generous donations towards this project were received in late 2014 and further fundraising is being actively pursued.
The tender has been removed from the Mt Barker Depot in October 2014 and work has commenced under contract to have it reconditioned.
Although "Southern Encounter" trains will therefore utilise either disel power or steam loco 621 in the immediate future we look forward to seeing 520 back on the rails in the foreseeable future.
Watch these pages for more information on progress!
|
621
April 2016
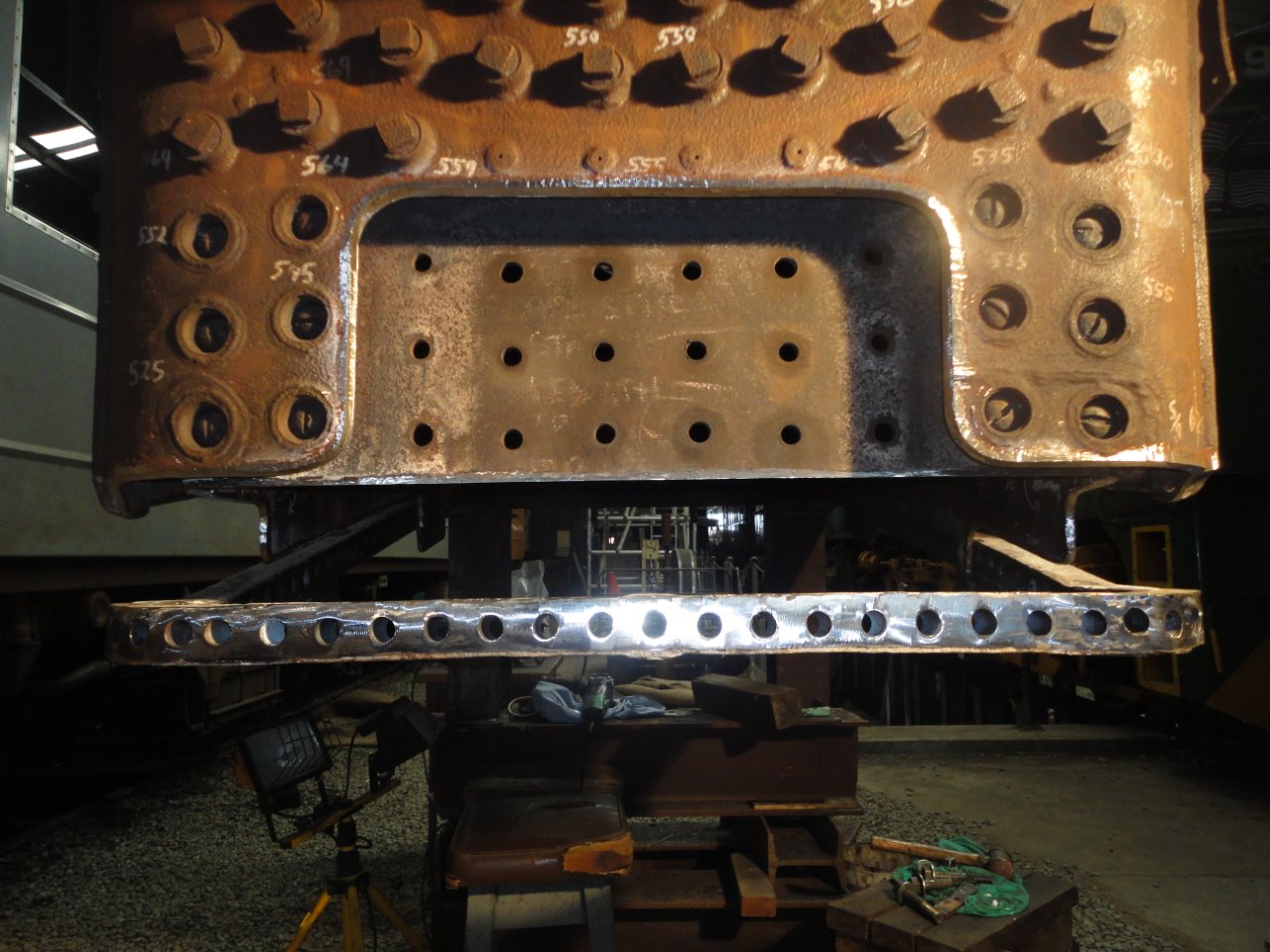
The renewal of the four corners of 621's inner firebox has turned out to be the huge task we had expected. Historically firebox corners cause a lot of grief, mainly because a 90 degree corner (like a piece of angle iron) is far more rigid than a flat plate. The never ending thermal stresses created within a firebox soon find the most rigid sections and because the steel cannot flex easily, the stresses eventually manifest themselves as horizontal cracks around the corners close to the top of the foundation ring where the plates are firmly riveted. Most of SteamRanger's steam locomotives have suffered from this type of cracking with 520 and 207 having had replacement corners fitted some years ago. And 621 has over the years been no different with corner cracks having to be repaired on at least six occasions, particularly during the past couple of years. The last crack occurred in January this year. The magnetic testing also indicated some looseness around some rivet heads. .
 This all led to the decision that all four corners had to be renewed before the boiler could be re-certified. As the cracks are fairly localised around the corners and are aligned with grooving on the water side, only the inner firebox corners needed to be replaced. This started with drilling and oxy removal of seven rivets in each corner.
This all led to the decision that all four corners had to be renewed before the boiler could be re-certified. As the cracks are fairly localised around the corners and are aligned with grooving on the water side, only the inner firebox corners needed to be replaced. This started with drilling and oxy removal of seven rivets in each corner.
The photo at the right shows the holes after the rivets were removed and the consequent laborious processes of grinding and reaming the holes to be totally clean had been completed.
Inside the firebox, the cracked corners were carefully oxy cut out including some existing flexible stays followed by more careful grinding to tidy up and prepare the hole for the same shaped patch to be welded into position. Repairs were also required to the edges of the foundation ring by the usual welding and grinding.
 As of early April, one front corner has been fully prepared and work continues on the other three. Once completed, new corner patches will be fabricated from certified boiler plate to be welded into position. This will be followed by further reaming to ensure the bolt holes are fully clean. To provide sufficient access to the four corners the boiler could have been removed from the frame but that is more than a major exercise when nothing else warranted that option.
As of early April, one front corner has been fully prepared and work continues on the other three. Once completed, new corner patches will be fabricated from certified boiler plate to be welded into position. This will be followed by further reaming to ensure the bolt holes are fully clean. To provide sufficient access to the four corners the boiler could have been removed from the frame but that is more than a major exercise when nothing else warranted that option.
Instead for the front corners, sections of the ashpan have been removed and for the rear corners, sections of the cab floor have been removed and also including, on the driver's side, the air brake stand and pipework and valves for the air operated release cocks and sanders.
Most of this work has been undertaken by Shaun Cassidy and Oliver Lukins with this photo showing Shaun preheating a rear corner bolt hole prior to welding on a spot face.
January 2016
As usual, 621 is keeping the HR loco team just a bit too busy, but this is the price for the distance the loco is being asked to run - 8000 kms in the past year.
Following intensive maintenance work the loco, our only operational steam loco, returned to Goolwa just before Christmas to take up almost daily running of holiday Cockle Train services between Goolwa and Victor. Following some further mechanical problems the loco was worked on at Mt Barker and then transferred back to Goolwa for a week to power the Wooden Boat Festival running on the 21st & 22nd February and then journeyed south again to available for Easter Cockle Train running.
During this running a steam leak could be heard in the firebox but could not be readily seen because it was over the brick arch. The noise was monitored each day and fortunately did not sound any worse each day.
With the loco cooled down and back at Mt Barker the source of at least one leak was soon apparent, one of the top row superheater elements had sprung a leak!
Not the most favoured outcome as the removal and testing of 22 elements is a major task, time wise and the least liked task for our workers because of the acres of black soot and the weight of the elements The smokebox details were first removed by weekday volunteers and then all elements were removed. 13 elements were hammer tested (takes at least 30 mins. per element] and 7 were pressure tested to 1000 psi with 2 of those being leakers. It then took at least another two Saturdays to complete all testing, carry out repairs as required, polish their ends and refit.
Also during April it was noted the RHS front cast iron dump grate was about to drop a complete corner, but in the end it never did. It seems the LHS grate did not want to be upstaged as it quite suddenly dropped its own front corner but was quite considerate about it by doing soon on the last Cockle Train day. Luckily we have two spares only which will be fitted shortly.
Other tasks currently required include repair of a leaky lube pipe, refining of a leaky air compressor steam exhaust connection, a new deflector plate for the RH blow down muffler, new oil wick for RH valve spindle oil box, reworking of LH tender hose attachment, rotary valve to blue and scrape, repairs to ash wetter steam pipe leak, welding and machining of RH injector starting valve handle, replace one tender and two engine brake blocks, routine servicing of the release cocks, tender axleboxes, air compressor governor, independent brake valve, equalising piston, dust collector, equipment leakage test and a full grease
Also the boiler certificate runs out in late May so the boiler will require a wash out, a full internal inspection followed by the usual hydro and steam tests
Autumn 2014
As was reported here earlier the use of steam loco 621 was terminated early in the second week of autumn "Cockle Train" running due to a worrying crack in the firebox. Then, following a busy repair period, it was found on return from Victor Harbor on October 19th that many leaves were found broken in both trailing truck springs, which unfortunately grounded the loco for another few weeks.
As a consequence the two Southern Encounter trains from Mt Barker to Victor in November needed to be diesel hauled.
Following intensive maintenance work the loco, our only operational steam loco, returned to Goolwa just before Christmas to take up almost daily running of holiday Cockle Train services between Goolwa and Victor
However, soon after the loco returned to service following a 4 day planned wash out and servicing period in mid January, it was necessary to take the loco was out of traffic again due to a crack appearing in the firebox and some weeping foundation rivets. Repairs were conducted at Goolwa Depot with around four days of additional down time. The loco was back in traffic for Australia Day weekend operations. A water leak in the coal plate of the tender was uncovered and the plate repaired.
Both safety valves were overhauled prior to Xmas CT operations with the rear valve giving some undesired operation at high pressures with excessive feathering. The boiler inspector passed operation set to 190 PSI as opposed to 200 psi. The rear valve will be removed once the loco is transferred back to MB depot post Wooden Boat Festival.
Trailing truck springs have been rebuilt with new leaves. Adjustments have been made to the compensating beam pivot pin location in attempt to rectify abnormal trailing truck spring attitudes. Repositioning again will occur after the Wooden Boat Festival running.
Wear in the reverser valve mechanism has caused the reverser to become excessively stiff in operation and hammering at certain times. The stored reverser from 520 has been overhauled and will be fitted to 621 in due course.
The loco was transferred back to Goolwa for a week to power the Wooden Boat Festival running on the 21st & 22nd February and is expected to subsequently journey south again to available for Easter Cockle Train running.
Many readers may be aware that the use of steam loco 621 was terminated early in the second week of autumn 2014 "Cockle Train" running due to a worrying crack in the firebox. Then, following a busy repair period, it was found on return from Victor Harbor on October 19th that many leaves were found broken in both trailing truck springs, which has unfortunately grounded the loco for another few weeks.
As a consequence the two Southern Encounter trains from Mt Barker to Victor in November needed to be diesel hauled.
Following urgent maintenance work the loco, our only operational steam loco, returned to Goolwa just before Christmas to take up almost daily running of holiday Cockle Train services between Goolwa and Victor
|
Rx224
Overview
This loco has been out of service for over a decade with workshop resources being focussed on 621 and Rx207.
Our Mechanical Services Manager's May 2013 objective is currently that the loco might possibly make an appearance for Xmas 2014 or early 2015 for its 100th celebration. All depends how well other workshop priorities develop.
Wheels are being machined, springs being rebuilt, valves rebored, tender frame rebuilt with new water tank, new valve spindles and brake beams, all suspension running gear rebuilt, frame sections replaced, new axle horn guides and thrust plate renewed and set up, axle boxes rebuilt.
The boiler is being retubed and overhauled, rusted running boards and cab rusty sections cut out and renewed. Tender bogies are to be overhauled and wheel sets retyred, and anything else that goes along with this comprehensive complete rebuild of the loco.
Progress in early 2013
Tender frame rebuild work is ongoing to the front drag box and fitting of engine frame driving wheel axle box horn binders is complete.
A full set of fitted studs has been manufactured outside of SHR's depot and all studs fitted into the frame. Axle
box horn blocks now "final" fitted in readiness for aligning of axle boxes. Quotes for a complete new
set of axle boxes and bearings are being sourced due to the aging and poor condition of the original
boxes. Whilst the old boxes have been overhauled there are better designs available nowadays so a
cost analysis is being done.
Main piston cross head slide bars are being set true to cylinders and frame requiring some machining
and spacing - slide bars are yet to be ground and hard chromed. The fireman's side main piston stuffing box has been removed to renew studs due to poor condition
and squaring to the cylinder and slide bars.
We are now looking at tendering out the boring of valve liners in situ. The original plan was to remove the valve cylinder liners and machine them on our horizontal borer but a number of drastic efforts to remove the liners all failed miserably so there was no choice but to call in Furmanite and machine them in situ.
This necessitated the fabrication of a special boring machine with a feed mechanism.
These photos show the machine from each end of the cylinder and the final result. The darker ported section in the centre of the cylinder is a relieved section (slightly larger diameter) which is where steam from the boiler is admitted, via the bobbin valves, to the main cylinder ports at each end of the valve cylinder. It is relieved so that there is less drag and stiction on the valve rings during removal and fitting of the valve bobbins.
The main cylinders have measured up pretty well with only minimal ovalities and tapers so they fortunately do not require any boring work. Two sets of Rx pistons, one with good sized heads but thin rods and the other vice versa have been dismantled by Heavymech so as to end up with one set of good pistons for 224.
Updated 01 Feb 13
Further Update April 2013
The new tender frame for Rx224 is progressing well. Horn block work is now complete and depot staff are working on crossheads.
We have now tendered out the boring of valve liners in situ. The original plan was to remove the valve cylinder liners and machine them on our horizontal borer but a number of drastic efforts to remove the liners all failed miserably so there was no choice but to call in Furmanite and machine them in situ.
Wheels have been sent for machining and work begun on cab. Valve liner boring is complete. Valve motion in good condition, other parts being made. Frame has been under-coated.
This photo taken by Peter Michalak in April 2013 show the boiler and frame separated, with the driver's side cylinder in the foreground.
Loco Rx224 may possibly make an appearance in late 2015. Wheels are being machined, springs being rebuilt, valves rebored, tender frame rebuilt with new water tank, new valve spindles and brake beams, all suspension running gear rebuilt, frame sections replaced, new axle horn guides and thrust plate renewed and set up, axle boxes rebuilt.
The boiler is being retubed and overhauled, rusted running boards and cab rusty sections cut out and renewed. Tender bogies are to be overhauled and wheel sets retyred, and anything else that goes along with this comprehensive complete rebuild of the loco.
|
F251
Not currently used as an operational locomotive
Boiler Condition
- The loco's boiler certificate has now expired. Our boiler inspector reconsidered the condition of the firebox tubeplate and noted that the tubeplate has a record of cracking after each 300km of running.
- The loco was last certificated in 1995, when over 140 cracks were repaired. At that time it was approved for only five years of further operation.
Problem detected with Wheel Flanges
- Early in 2007 it was noted that the flanges on two of F 251's driving wheels were below condemning level and also that wheel #R5 was a borderline case. The flanges were last routinely measured in early 2000 and at that time it was noted both flanges were very thin. Since then, F 251 travelled 3400 miles up to the end of that year when Rx 207 was recommissioned. This indicates that the distance was sufficient to tip the flange from being very thin to being condemned.
- From the thickness remaining on the tyres and because the flange is so badly worn, it is doubtful if there is sufficient to allow for a full reprofile of all wheels. Accordingly F 251 is not available for any service until all wheels have been either reprofiled or retyred, which ever may be the case.
|
Red Hen Railcars
Railcar 412
While work had to be undertaken on mechanical matters on 334, this meant that the restoration team was unable to have effective access. As a result the opportunity was taken by Daryl Simon, Trevor Sasche and Tony Elliot to repair body rust patches on 412 and at the same time give the car a 'quick' paint job. It was given a light sand and undercoat, followed by a roller coat of paint applied to remove the 'Just Add Water' paint theme. At some point in the future, 412 will need a full paint removal and repair to ensure a good ongoing presentable condition.
Railcar 428
A recent failure of one of the fans required the entire unit to be changed out. Whilst this work was successful, unfortunately 428 decided at a later point to burst a hose spraying oil onto the tracks near Pt Elliot. This hose has subsequently been replaced, however the car now needs a good degrease and scrub down.
Also of note for those interested in such matters, the railcar exterior will be painted in its traditional colours of Regal Red and Silver roof, plus a few other minor modifications to keep your eye out for. As this car is intended for mainly Cockle Train work and with our normal operations consisting of suburban car working, this paint scheme reflects the general suburban red theme of the Cockle Train that the public knows and therefore is most suitable.
Railcar 334 - ex Limestone Coast
Some time ago SteamRanger took steps to increased its RedHen railcar fleet by puchasing cars operated by the volunteer based Limestone Coast Railway in the south east of the state. For various reasons LCR decided to terminate its services and offered cars for sale. SHR has purchased a range of cars, single and double ended power cars and a trailer car.
Car 334 was the major focus of current railcar restoration work. It was decided to bring this car straight into the workshops upon delivery from Mt Gambier. However before we place such rollingstock into traffic, our safety systems require us to undertake full inspections. Unfortunately these inspections found a number of issues that required attention.
Work on the car continued apace, albeit with a number of unfortunate setbacks. However all of these have been overcome to enable a return to service. The team of Daryl Simon and Geoff Hancock have been working as fast and hard as possible to complete this car such that it can earn revenue in service on the Cockle Train. Ian Johnston has assisted through operating the Leyland truck for all of the tasks requiring lots of lifting of components - and there were many of these!
-
Traction engines - the refurbished engine, during testing, unfortunately failed from an internal casting defect. As a result, the entire unit had to be removed from under the car. An engine was recovered from railcar 405 and placed under 334. Unfortunately this matter delayed the project by three weeks.
- Brake System - full refurbishment of the brake hangers was performed requiring considerable effort with the welder to ensure that the brake shoes fit to the wheels correctly when in service.
- The interior of the car - is undergoing a full refurbishment, again a result of vandalism. Trevor Sasche's weekday team are continuing their hard efforts in scraping all the panels and then carefully applying a new paint finish. The interior STA carpet will remain as it is in a serviceable condition. Trevor and Bob Green have been busy installing four new donated Public Address system speakers in the ceiling of each end of the car. Installation proved to be a complex task with cabling needing to routed within the ceiling spaces along both sides of the car and then dropped down to floor level to lead to end-of-car external connectors.
- Railcar exteriors - Of note for those interested in such matters, the railcar exterior will be painted in its traditional colours of Regal Red and Silver roof, plus a few other minor modifications to keep your eye out for. As this car is intended for mainly Cockle Train work and with our normal operations consisting of suburban car working, this paint scheme reflects the general suburban red theme of the Cockle Train that the public knows and therefore is most suitable.
- In early December the railcar performed a successful test run to Strathalbyn and return. A few minor issues detected from this run are being worked through.
With the continued dedicated efforts by Daryl and Trevor, we should see more famous Red Hens out and about on our network soon. Without these railcars, one has to ask where would SteamRanger be today?
Here's Daryl hard at work on car 334 and the car at Mt Barker getting ready for its new paint job.


Railcar 334 - An earlier more detailed Restoration Report from Troy Barker - January 2014
As readers are no doubt aware it has been a fair length of time between reports but rest assured that work has continued apace! Currently Railcar 334 is the major focus of current restoration work. It was decided to bring this car straight into the workshops upon delivery, due to the preliminary inspections when located at Mt Gambier. However before we place such rollingstock into traffic, our safety systems require us to undertake full inspections. Unfortunately these inspections found a number of issues that required attention. A range of tasks have occurred to rectify the issues with the major ones detailed below:
- Both traction engines were started and inspected for operational compliance. Two issues were detected: The A Engine has a faulty blower and B Engine had internal issues. For the A Engine, we await repairs to be completed to the blower. For the B Engine, significant work was required. As one engine from 364 had already been removed from that car for refurbishment, it was decided that this would in turn be used under 334, and in turn the engine from 334 would be refurbished for 364. Following this! Thus upon completion of refurbishment, the B Engine was bolted back up with a transmission and then placed back under the car. The engine now requires 'running in' and this will occur sometime during the next quarter.
- The Air Brake System was fully inspected with normal servicing being required and completed.
- Numerous sections of rust and corrosion had to be either cut out or treated around the car body and underframe.
- All window frames were removed from the car due to vandalism resulting in smashed glass. New glass was installed into the frames, with the bottom frames re-installed and the top frames to be installed upon completion of the railcar paint work.
- Of course all of the above has been lead by our one man railcar restorer, Daryl Simon. He continues to work hard in sorting through and repairing all of the major systems on this car plus keep up with the as required maintenance on 412 and 428. It is no small job and very time consuming. This is a credit to him as the railcars are a major support to our steam operations.
- The interior of 334 is undergoing a full refurbishment, again a result of vandalism. The opportunity has been taken to remove the many layers of TransAdelaide paint back to the original laminex surfaces. However due to the use of paint textas most laminex has been damaged. Trevor Sasche's weekday team are continuing their hard efforts in scraping all the panels and then carefully applying a new paint finish, removing all the aluminium strips for cleaning and in turn removing side panels enabling insulation to be installed through the car body, wherever practical. The interior STA carpet will remain as it is in a serviceable condition. The team has completed the B end interior and is now working on the A end section. Bob Green has been installing new low visual impact ceiling PA speakers which should provide a good sound spread for our passengers.
- To restore the interior, we have consulted with our local paint supplier and managed to match up the original laminex colours with similar acrylic paint. The original colours of pale sage on the bottom panels have been used with a lighter version between the windows - again matching the original. We have made a slight adjustment to the scheme from the SAR version with a white ceiling in lieu of the green for consistency with the rest of SteamRanger's fleet. Of interest, the scheme described above was used in the later series of 300 class railcars, with the earlier series having darker and more distinctive tones. However we have again decided that for consistency, the scheme as being used in 334, will eventually end up across all of the cars of the SteamRanger RedHen fleet.
Also of note for those interested in such matters, the railcar exterior will be painted in its traditional colours of Regal Red and Silver roof, plus a few other minor modifications to keep your eye out for. As this car is intended for mainly Cockle Train work and with our normal operations consisting of suburban car working, this paint scheme reflects the general suburban red theme of the Cockle Train that the public knows and therefore is most suitable.
With the continued dedicated efforts by Daryl and Trevor, we should see more famous Red Hens out and about on our network soon. Without these railcars, one has to ask where would SteamRanger be today?
These photos show early and most recent views of the newly restored interior of car 334.


Updated: January 2014
|
Railcars ex Mt Gambier - non operationaL
More cars arrive - Car 424 arrives from Mt Gambier
Early in June double ended power car 424 arrived after an extended trip down south by Daryl Simon to arrange its transport.
The car was brought to Strathalbyn on a semi and then replaced on bogies for towing up the hill to Mt Barker as part of a train hauled by DE958.
This car has now been brought into the workshop. Damage done to the mechanical aspects of the traction engines under the car whilst at Mt Gambier have been repaired. Further preparatory and 'tune-up' work was also done. This enabled the engines to be started and then be able to assess what problems will need rectification. At this point, it appears that at least one transmission will require replacing along with throttle control not working, being either air or electrical and some overhaul work required on a bogie. Other issues around the electrical system will need servicing and repairs as necessary. The interior of the car will require numerous broken panels to be replaced, repainting performed and new glass in all windows. This will take some time to work through.
These photos by Andrew Gramp who crewed the transfer train
And here are ex LCR cars 424 and 405, well "decorated" by the SE locals,
stowed away just inside the main gates at Mt Barker Depot.
Railcar Trailer 820
Car 820, the one SHR purchased car that remained at Mt Gambier was virtually totally destroyed following a fire attack on the Mt Gambier Roundhouse at 8.00am on the 19th October 2014, described by police as "suspicious". SHR Mechanical Services Manager, Craig Dunstan, told the local ABC News that the car, which had been less seriously vandalised in the past, was "irreplacable" and that it would cost hundreds and thousands of dollars to rebuild such a car from scratch.
These photos taken by SE residents Robyn Hollands (L) and Wayne Morris (R) show the intensity of the fire and the remaining skeleton of car 820
CLICK HERE to see a collection of photos of the fire and its consequences.
|
 Brill Railcars
Brill Railcars
Brill 60
Brill Car 60 is continuing to perform well and has been particularly busy over recent months operating Cockle Trains as well as special movements to Currency Creek, Strathalbyn and Mt Barker.
Brill 43
Preliminary work is continuing on the rebuilding of the Brill car obtained from John Wilson at Clare.
|
|
|